As demand for canned food continues to grow in many international markets, manufacturers are under increasing pressure to improve productivity while maintaining consistent product quality.
A food can manufacturer in Russia recently faced this challenge while expanding its tinplate food can production capacity. The company needed an end-of-line automation solution capable of handling high production speeds within a limited factory footprint. At the same time, the customer wanted to reduce manual labor and create a more stable and efficient packaging process.
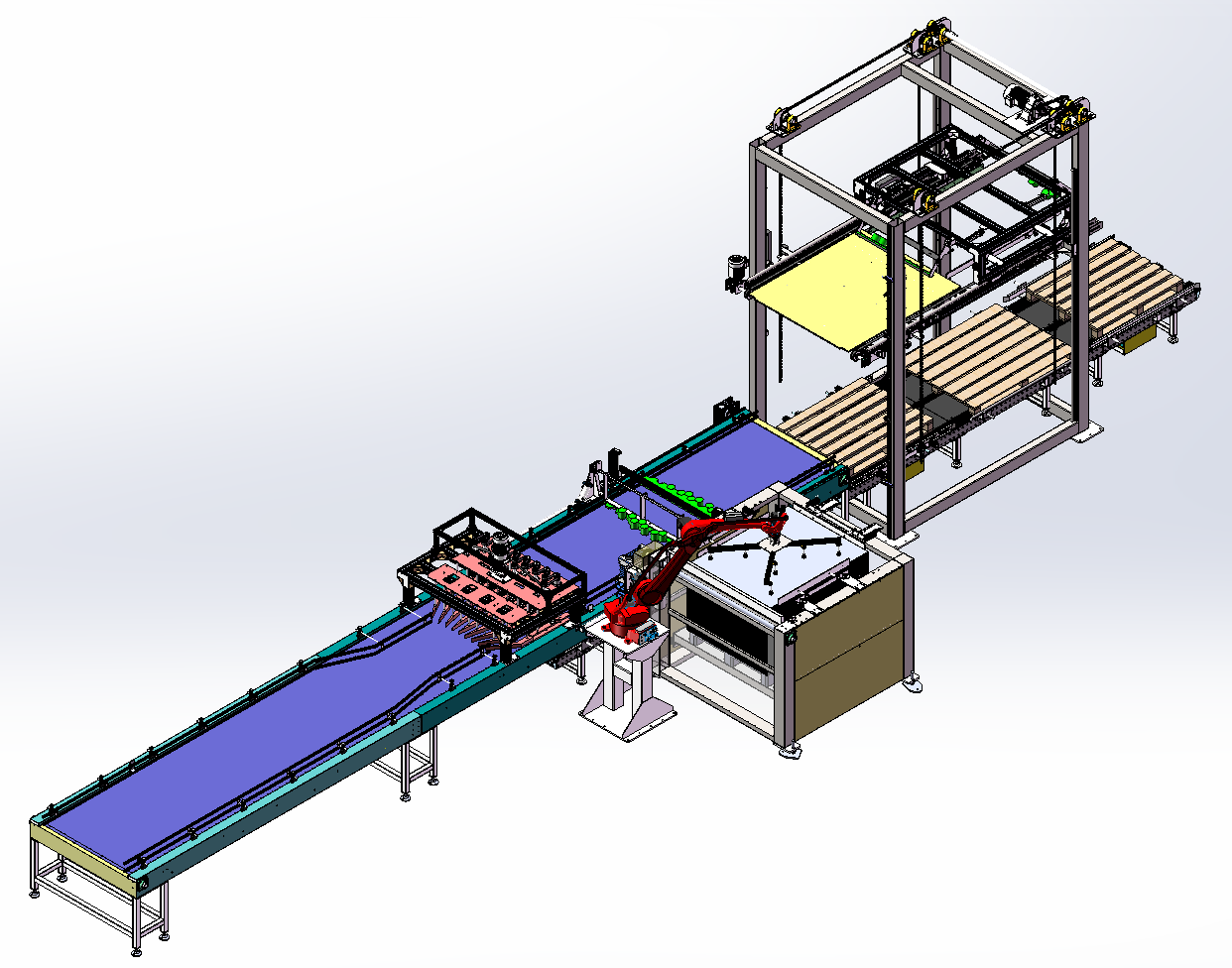
After evaluating the production requirements, factory layout, and future expansion plans, Hubei Baoli Technology designed a fully integrated automation solution tailored specifically to the customer's needs. The project includes a robotic palletizer, automatic pallet supply system, automatic tier sheet placement robot, automatic top board placement robot, automatic strapping machine, and stretch wrapping machine.
Our engineering team is currently completing installation and commissioning at the customer's factory, and the production line has successfully entered the trial operation stage.
In many traditional can manufacturing plants, palletizing remains one of the most labor-intensive processes. As production speeds increase, manual handling often becomes a bottleneck that limits overall efficiency.
For this project, the customer required a system capable of maintaining high throughput while minimizing operator involvement. To achieve this, we developed a fully automated palletizing workflow that allows products to move seamlessly from production to final packaging.
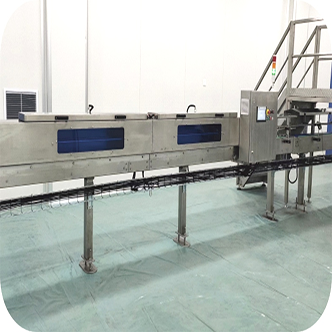
The process begins with our patented can orienting system, which automatically organizes and aligns cans before they enter the palletizing area. This not only improves product flow but also helps ensure stable operation throughout the line. Integrated with the factory's can conveyor system, the equipment creates a continuous and reliable transfer process between production and packaging.
Once the cans reach the palletizing station, the automatic pallet supply system delivers empty pallets without manual intervention. The robotic palletizer then stacks cans layer by layer according to the required pallet pattern, ensuring consistent pallet quality and maximizing storage efficiency.
One of the key advantages of this project is the high level of automation incorporated into every stage of the palletizing process.
As each layer of cans is completed, a dedicated robot automatically places tier sheets between layers. This step improves load stability and helps protect the cans during transportation and warehouse handling.
After the pallet reaches its final height, another robotic unit automatically places the top board before the load moves to the packaging section.
Because these tasks are fully automated, the customer can significantly reduce labor requirements while maintaining consistent pallet quality throughout continuous production.
The growing adoption of robotic automation in end-of-line packaging reflects a broader trend across the manufacturing industry. Industry organizations such as PMMI, The Association for Packaging and Processing Technologies have highlighted the increasing role of robotic systems in helping manufacturers improve productivity, operational efficiency, and workforce utilization.
After palletizing is completed, the finished load is automatically transferred to the packaging section.
The automatic strapping machine securely fastens the pallet, reducing the risk of product movement during handling and transportation. The pallet then enters the stretch wrapping machine, where protective film is applied to improve load stability and protect products from dust, moisture, and external impacts.
By integrating palletizing, strapping, and wrapping into a single automated workflow, the customer benefits from a smoother production process and reduced dependence on manual operations.
This type of integrated end-of-line solution has become increasingly important for manufacturers seeking to improve overall factory efficiency and reduce operating costs.
Many visitors are surprised to learn that Hubei Baoli Technology operates with a relatively small sales team while successfully exporting equipment to customers across Europe, Asia, Africa, the Middle East, and South America.
The reason is simple: we invest the majority of our resources in engineering development and product innovation.
Rather than focusing solely on sales growth, our team concentrates on solving real production challenges faced by can manufacturers. Every robotic palletizer, can orienting system, automatic pallet handling solution, and can conveyor system is developed based on practical manufacturing requirements and years of industry experience.
This engineering-first approach allows us to deliver solutions that not only perform reliably but also provide measurable improvements in productivity, labor efficiency, and long-term operating costs.
Even during the trial operation stage, the project has already demonstrated several significant advantages:
Most importantly, the customer received a solution designed specifically around actual production requirements rather than a standard configuration.
As food can manufacturers continue to pursue higher productivity and smarter production methods, automation will play an increasingly important role in maintaining competitiveness.
Through customized solutions such as robotic palletizers, automatic pallet supply systems, can orienting equipment, and integrated can conveyor systems, Hubei Baoli Technology helps manufacturers build more efficient, reliable, and scalable production facilities.
Whether you are planning a new can production line or upgrading an existing factory, our engineering team can provide a tailored automation solution designed to meet your specific production goals while supporting future growth.
Copyright © Hubei Baoli Technology Co., Ltd. All Rights Reserved - Blog - Privacy Policy
 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 HA
HA
 IG
IG
 MR
MR
 NE
NE
 YO
YO
 MY
MY