As labor costs continue to rise and manufacturers look for more efficient production methods, automation has become an important investment for food can producers worldwide.
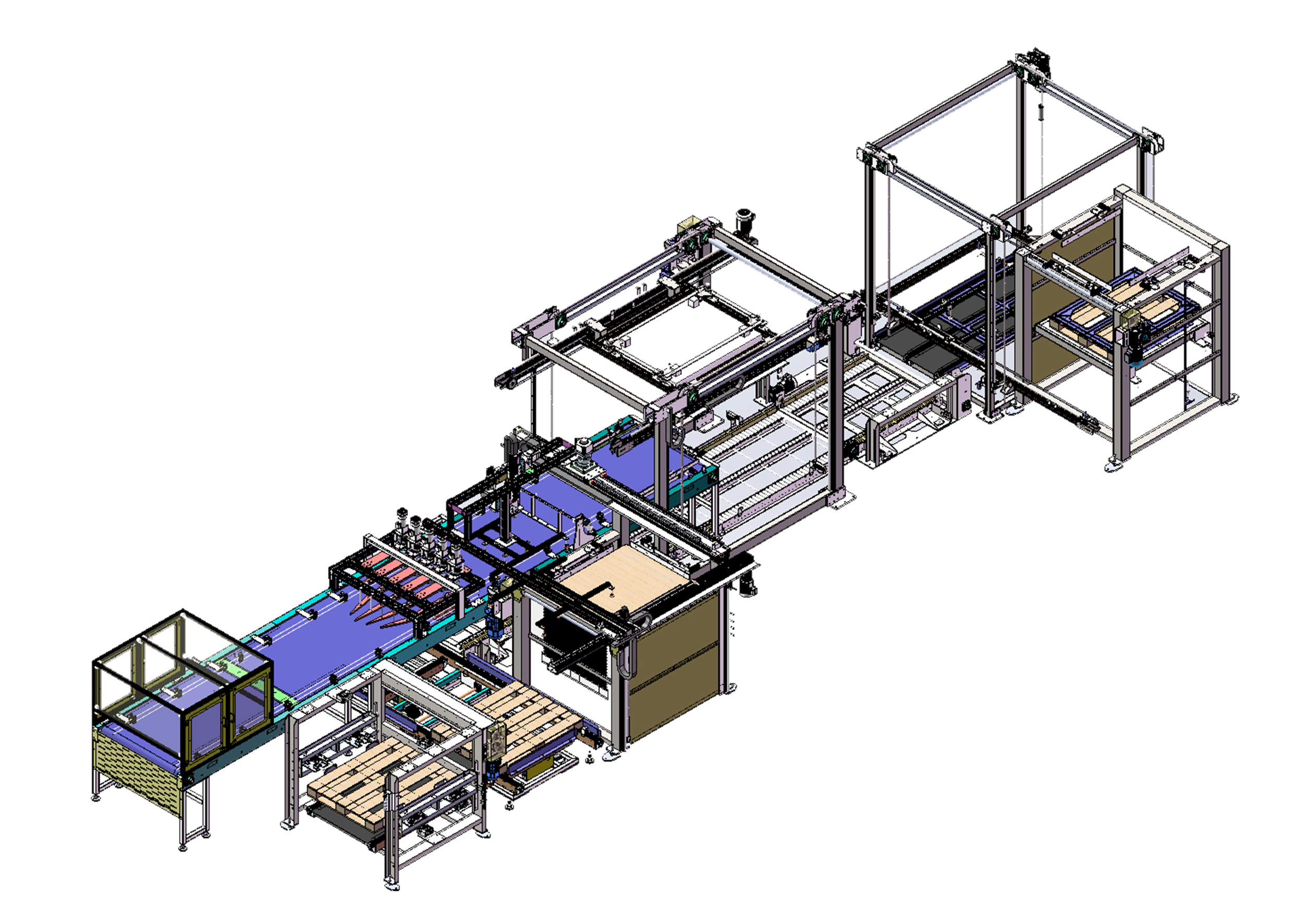
Recently, a food can manufacturer in South Africa partnered with Hubei Baoli Technology to upgrade its production line with a complete automation solution. The project included a customized can conveyor system, low-level magnetic palletizer, robotic arm, automatic strapping machine, stretch wrapping machine, can uprighting machine, lid feeding system, can oven, can turning machine, and a fully integrated conveying network connecting all major production equipment.
Unlike high-speed beverage can factories, this customer required a moderate production speed and focused heavily on investment efficiency. Instead of recommending a fully automated high-speed palletizing line, our engineering team designed a more economical solution that could fully satisfy production requirements while significantly reducing initial equipment costs.
Every can factory has different production targets. Selecting equipment that matches actual production demand is often more important than purchasing the highest level of automation available.
After evaluating the customer's production capacity and factory layout, we recommended a customized low-level palletizer rather than a fully automatic robotic palletizing system.
This approach offered several advantages:
The low-level magnetic palletizer automatically lifts and stacks empty tinplate cans layer by layer onto pallets. Compared with manual palletizing, the system dramatically improves stacking consistency while reducing labor intensity.
For manufacturers seeking similar solutions, our low-level palletizer can be integrated with various types of empty can palletizer systems depending on production requirements.
One unique feature of this project was the integration of our patented can uprighting machine.
Before entering the palletizing area, cans are automatically oriented and organized by the uprighting system. This ensures smooth downstream handling and improves overall production stability.
After the cans are arranged, operators manually place tier sheets between layers according to the customer's preferred workflow. This semi-automatic configuration provides an excellent balance between productivity and investment cost.
For factories planning future automation upgrades, the same can uprighting machine can easily be incorporated into a fully automated can production line.
One of the most critical aspects of this project was the design of the can conveyor system.
The conveyor network connects every major production stage, including the oven, turning machine, uprighting machine, palletizer, strapping machine, and wrapping machine. This creates a continuous material flow throughout the factory while minimizing manual handling and product damage.
A well-designed can conveyor system is essential for maintaining production efficiency and preventing bottlenecks in modern can manufacturing facilities. According to the Can Manufacturers Institute (CMI), automation and integrated material handling systems continue to play a key role in improving productivity and workplace safety across the global metal packaging industry.
By integrating all equipment into one coordinated system, the customer achieved smoother production flow and reduced downtime.
One of the customer's primary objectives was to control investment costs without sacrificing operational efficiency.
For this reason, the project was configured as a semi-automatic palletizing solution:
This design significantly reduced equipment costs while still delivering excellent production performance.
However, the system was engineered with future expansion in mind. As production demand increases, the customer can upgrade to a fully automatic palletizing system featuring automatic tier sheet insertion, automatic top frame placement, and unmanned pallet handling.
This scalable approach protects the customer's investment and provides a clear path toward full factory automation.
After palletizing, finished pallets move automatically to the packaging section.
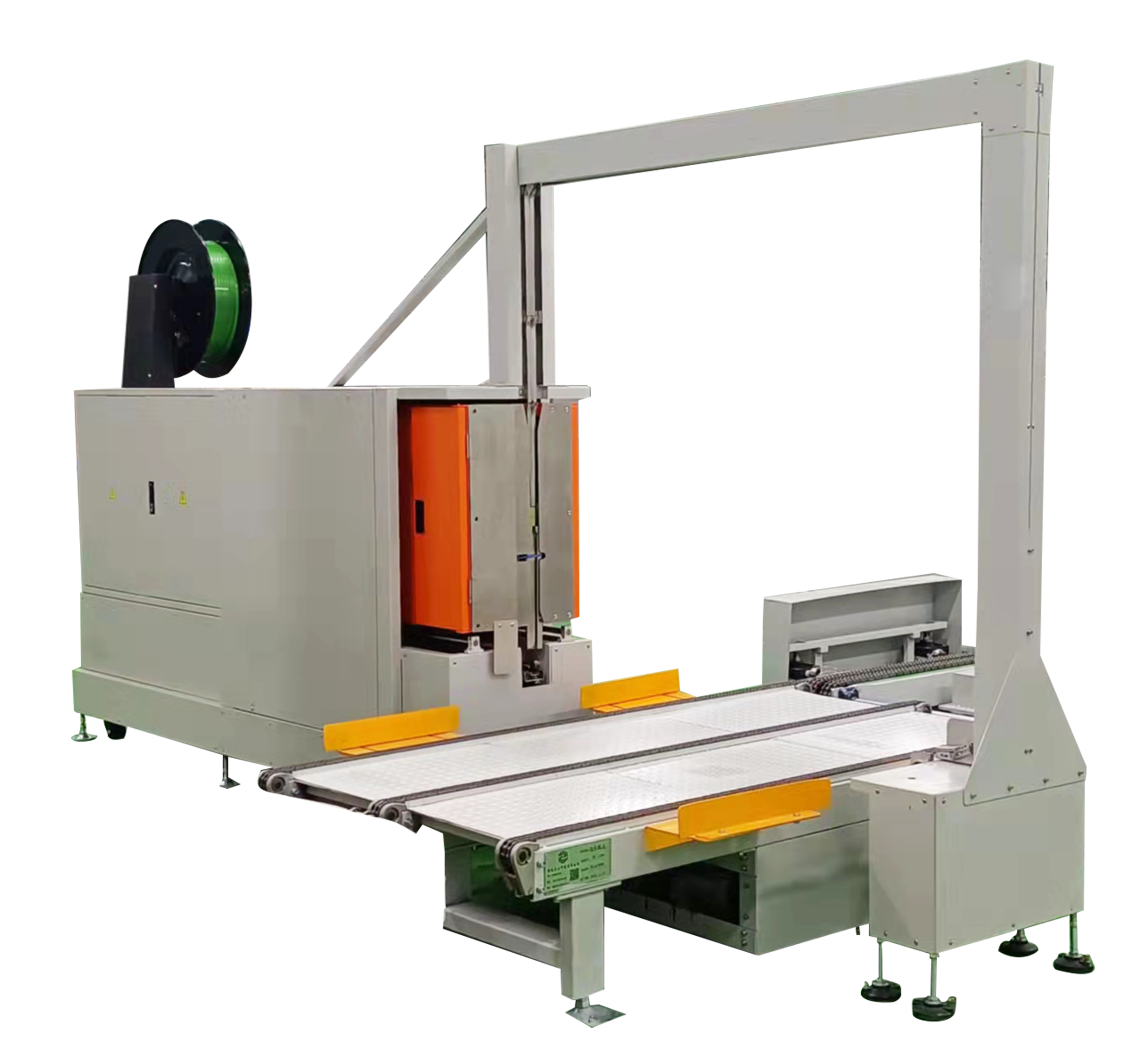
The automatic strapping machine secures the pallet load, ensuring stability during storage and transportation. Next, the stretch wrapping machine applies protective film around the entire pallet to protect products from dust, moisture, and movement during shipping.
Together, these systems help improve packaging quality while reducing manual labor requirements.
Many manufacturers implementing can production line automation consider automatic palletizing, strapping, and wrapping as essential components of an efficient end-of-line packaging solution.
Following installation, the customer experienced several immediate benefits:
Most importantly, the customer received a solution specifically tailored to actual production requirements rather than paying for unnecessary automation capacity.
Hubei Baoli Technology specializes in automation solutions for the tinplate can manufacturing industry.
Our product portfolio includes can conveyor systems, low-level palletizers, high-level palletizers, rotary palletizers, robotic palletizing systems, can uprighting machines, robotic handling equipment, automatic strapping machines, stretch wrapping machines, and complete can production line automation solutions.
Whether you are building a new food can factory or upgrading an existing production line, our engineering team can provide customized solutions designed to improve efficiency, reduce labor costs, and maximize return on investment.
If you are looking for a reliable partner for can manufacturing automation, contact Hubei Baoli Technology today to discuss your project requirements.
Please visit more vedieo from our youtube channel:https://youtube.com/shorts/bZdCz2cXfcc?si=6h0HjosYw9AfeIXf
Copyright © Hubei Baoli Technology Co., Ltd. All Rights Reserved - Blog - Privacy Policy
 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 HA
HA
 IG
IG
 MR
MR
 NE
NE
 YO
YO
 MY
MY