
 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 HA
HA
 IG
IG
 MR
MR
 NE
NE
 YO
YO
 MY
MY
Advantages of Low Level Palletizers in Can Factories
As competition in the can manufacturing industry continues to increase, factories are under constant pressure to improve efficiency, reduce operating costs, and maintain consistent product quality.
Many can makers have already automated key production processes, but palletizing often remains one of the most labor-intensive tasks on the production floor.
This is why more manufacturers are investing in a low level palletizer. Designed specifically for high-speed production environments, low level palletizers help factories improve productivity while reducing reliance on manual labor.
For empty can handling applications, they have become one of the most popular automation solutions in modern can factories.
What Is a Low Level Palletizer?
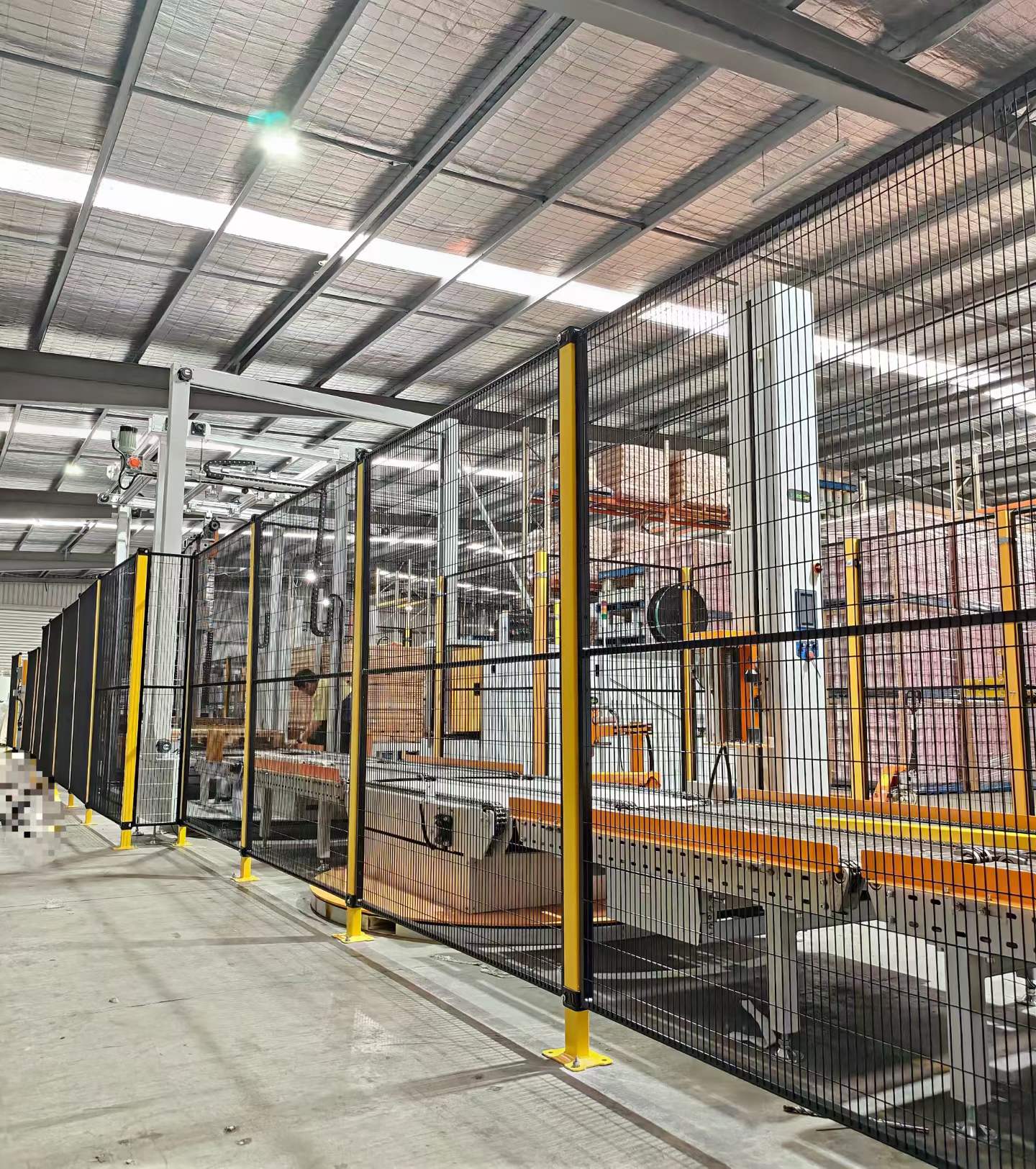
A low level palletizer is an automated machine that receives products directly from a conveyor system and arranges them into stable pallet loads.
Unlike high-level palletizers that require products to be elevated before stacking, low level palletizers operate closer to the ground, making installation and maintenance simpler.
This design is especially beneficial for empty tinplate cans, which are lightweight and can be easily damaged if not handled properly.
Because of their flexibility and reliability, low level palletizers are widely used in food can, beverage can, aerosol can, and industrial can production lines.
Lower Labor Costs
One of the biggest advantages of a low level palletizer is labor savings.
Traditional palletizing operations often require several workers per shift. As labor costs continue to rise globally, manufacturers are looking for practical ways to reduce labor dependency.
By automating the palletizing process, a low level palletizer can operate continuously with minimal operator intervention.
This allows factories to allocate employees to higher-value tasks while reducing overall operating expenses.
Improved Production Efficiency
Modern can production lines are capable of running at very high speeds.
However, manual palletizing often becomes a bottleneck that limits overall line performance.
A low level palletizer helps maintain smooth product flow by automatically stacking cans as they leave the production line.
When integrated with a can conveyor system, the entire process becomes more efficient and reliable.
If you are planning a complete automation upgrade, you may also find our article Automatic Conveyor Systems for Can Manufacturing Plants helpful.
Better Pallet Quality
Consistency is critical when transporting and storing empty cans.
Manual palletizing can lead to uneven layers, unstable loads, and increased risk of product damage during transportation.
A low level palletizer follows programmed stacking patterns, ensuring every pallet is built consistently.
The result is improved load stability, safer transportation, and reduced risk of customer complaints caused by damaged products.
Easier Installation and Maintenance
Compared with high-level palletizing systems, low level palletizers generally require less installation height.
This makes them easier to integrate into existing factory layouts.
Maintenance is also more convenient because key components are located closer to ground level.
For many manufacturers, easier maintenance means reduced downtime and lower long-term operating costs.
These advantages are one reason why many can factories prefer low level palletizers over other palletizing solutions.
Designed Specifically for Empty Can Handling
Empty cans present unique handling challenges.
Because they are lightweight and easily deformed, palletizing equipment must be designed with care.
A low level palletizer developed specifically for the can industry provides:
- Gentle can handling
- Stable layer formation
- Accurate pallet stacking
- Reduced product damage
- Reliable high-speed operation
At Hubei Baoli Technology Co., Ltd., our palletizing systems are engineered specifically for empty can applications, helping customers achieve stable and efficient production.
Supports Complete Can Factory Automation
Today's manufacturers are increasingly investing in complete automation solutions rather than standalone machines.
Industry publication The Canmaker regularly reports on how automation is helping can producers improve productivity and remain competitive in global markets.
A low level palletizer can be integrated with:
- Can conveyor systems
- Robotic handling systems
- Automatic strapping machines
- Stretch wrapping machines
- Layer pad placement systems
Together, these technologies create a highly efficient end-of-line automation solution.
For manufacturers interested in broader automation strategies, our article Why Modern Can Factories Need Automation provides additional insights.
Industry Trends Favor Automated Palletizing
The can manufacturing industry continues to evolve toward higher levels of automation.
According to the Can Manufacturers Institute (CMI), manufacturers are investing in technologies that improve efficiency, sustainability, and workplace safety.
Similarly, PMMI has highlighted the growing adoption of automated material handling and palletizing solutions across modern manufacturing facilities.
These trends demonstrate that automation is becoming an essential part of maintaining competitiveness in today's market.
Factories that invest in advanced palletizing systems are often better positioned to handle future growth and changing production requirements.
Why Choose Hubei Baoli Technology?
Hubei Baoli Technology Co., Ltd. specializes in automation equipment for the can manufacturing industry.
Our product range includes:
- Low-Level Magnetic Palletizers
- High-Level Magnetic Palletizers
- Rotary Palletizers
- Robotic Palletizers
- Can Conveyor Systems
- Robotic Handling Equipment
- Automatic Strapping Machines
- Fully Automatic Stretch Wrapping Machines
By focusing specifically on can manufacturing applications, we help customers improve efficiency, reduce labor costs, and achieve higher levels of automation.
Conclusion
A low level palletizer offers significant advantages for modern can factories.
From reducing labor costs and improving efficiency to enhancing pallet quality and supporting complete factory automation, it is one of the most valuable investments a can manufacturer can make.
As automation continues to shape the future of the can industry, low level palletizers will remain a key component of efficient and reliable production operations.
At Hubei Baoli Technology Co., Ltd., we provide customized palletizing solutions designed to meet the specific requirements of can manufacturers worldwide.
Table of Contents
- What Is a Low Level Palletizer?
- Lower Labor Costs
- Improved Production Efficiency
- Better Pallet Quality
- Easier Installation and Maintenance
- Designed Specifically for Empty Can Handling
- Supports Complete Can Factory Automation
- Industry Trends Favor Automated Palletizing
- Why Choose Hubei Baoli Technology?
- Conclusion